










ترجمه و تالیف: سید محمدخواهش نیک
تعداد صفحات:168 صفحه
ناشر: انتشارات راز نهان
این کتاب حاوی ترجمه بخشهای مرتبط با آزمون فراصوتی در استانداردهای معتبر جهانی مانند ASME، ASTM، API و AWS میباشد.
پایگاه علمی مهندسی جوش
اولین رسانه مجازی مستقل در حوزه مهندسی و بازرسی جوش



مراجع علمی و صنفی صنعت جوش و بازرسی



گالری تصاویر
تصاویری از مشکلات مختلف در صنعت جوشکاری
شما نیز میتوانید با درنظر گرفتن شرایط زیر تصاویر خودتان را ارسال کنید تا با نام خودتان در گالری ثبت و به نمایش گذاشته شود.
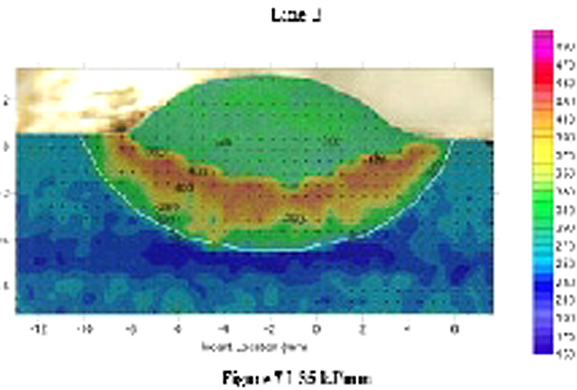
آخرین مقالات علمی
آخرین نکات کوتاه فنی
معرفی کتاب
استاندارد های آزمایش فراصوت
مولفین و ناشرین محترم، برای اطلاع از نحوه معرفی کتب خود در پایگاه علمی مهندسی جوش با ما تماس بگیرید.
آخرین گزارشات و مصاحبه ها


حامیت رسانه ای از رویدادهای مرتبط با جوش و بازرسی
0

