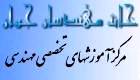
فولادهای استنلس معمولا بعنوان مواد مقاوم به خوردگی مورد استفاده قرار ميگيرند. اين مقاومت به خوردگی ناشی از ايجاد لايه رويين (پسيو) و پيوسته اکسيد کرم روی سطح اين فولادهاست.برای ايجاد اين لايه رويين به زمان و حداقل ۱۲٪ کرم نياز ميباشد. بنابراين برای حفظ خاصيت مقاومت به خوردگی اين فولادها بايد از مواردی که باعث تخريب اين لايه ميگردد اجتناب نمود. يکی از مهمترين عواملی که در تشکيل اين لايه خلل ايجاد ميکند تميزکاری و يا لايه برداری از اين فولادها با ابزار ساخته شده از فولادهای معمولی و يا آغشته شده به فولادهای معمولی ميباشد. هنگام کشيده شده اين ابزار روی سطح فولاد استنلس لايه پسيو برداشته شده و همزمان ذراتی از فولاد معمولياز ابزار جدا شده و روی سطح استنلس مينشيند. در نقاطی که اين ذرات فولادی قرار دارند بدليل افت درصد نسبی کرم لايه رويين تشکيل نشده و قطعه در آن نقاط دچار خوردگی و زنگ زدگی ميشود. بعنوان مثال استفاده از برس سيمی فولادی و يا برس سيمی که برای تميز کردن فولادهای کربنی قبلا از آن استفاده شده برای تميزکاری فولاد استنلس و يا استفاده از ابزار تراشی که قبلا يا آن فولادهای معمولی تراشکاری شده اند و يا برخورد قطعات فولادی با فولاد استنلس ميتواند اين مشکل را ايجاد نمايد. شکل زير ورقی از استنلس را نشان ميدهد که با ماسه ای که قبلا برای فولاد معمولی بکار رفته سندبلاست شده است. نقاط زنگ زده مناطقيست که ذرات فولادی از روی ماسه های آلوده به سطح قطعه چسبيده اند:

اگر اين نقاط در معرض مواد خورنده قرار داشته باشند خوردگی حفره ای در آنها ايجاد ميشود. شکل زير سطح داخلی لوله ای از جنس استنلس را نشان ميدهد که توسط يک مفتول فولادی ساييده شده و درون آن آب ساکن بوده است.
برای جلوگيری از وقوع چنين مواردی بايد برای تميزکاری و کار روی فولادهای استنلس از ابزار مخصوص استفاده شود (مانند برس سيمی از جنس استنلس و يا سنگهای مخصوص استنلس). در کارگاه های ساخت حرفه ای معمولا سالن مخصوصی همراه با تجهيزات خاص جدا از کارگاه جهت کار با فولادهای استنلس وجود دارد.
علاوه بر موارد فوق زماندهی نيز برای ايجاد لايه پسيو مهم است. اين موضوع در مورد مخازن و لوله ها از اهميت ويژه ای برخوردار است. معمولا پس از عمليات سطحی و قبل از ورود سيال به درون اين سيستم ها بايد ۲۴ ساعت زمان داد تا لايه رووين روی سطوح ساييده شده را مجددا بپوشاند.